想了解清河(本地)精密钢管-45Cr精密管品牌企业产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:清河清河(本地)精密钢管-45Cr精密管品牌企业的图文介绍
精密钢管-45Cr精密管品牌企业")
cσS/bσ≤0.78,延伸率5δ≥30%,冷成型性能大幅度提高并避免出现冷弯开裂现象。膨胀系数可以用体积或者是长度表示,通常是用长度表示。密度物质的密度是该物质单位体积的质量,单位是kg/m3或1b/in3。残余拉应力主要来自设备在焊接过程中产生的残余拉应力。当前,工程上广泛采用焊接冷却后进行退火处理消除残余应力,而焊后冷却是残余应力产生的重要过程,这种做法既浪费了能源又容易产生较大的焊接残余应力。焊接后热处理是一种新的消除残余应力技术。焊前将无锡精轧管预热至后热处理温度并在焊接过程中对焊件持续加热保持这一温度,焊接完成后使用保温棉对其进行保温使其缓慢冷却。淬火能增加钢管的强度和硬度,但要减少其塑性。淬火中常用的淬火剂有水、油、碱水和盐类溶液等。无锡精轧管的回火将已经淬火的无锡精轧管重新加热到一定温度,再用一定方法冷却称为回火。其目的是消除淬火产生的内应力,降低硬度和脆性,以取得预期的力学性能。回火分高温回火、中温回火和低温回火三类。回火多与淬火、正火配合使用。调质处理淬火后高温回火的热处理方法称为调质处理。
精密钢管-45Cr精密管品牌企业")
精密钢管-45Cr精密管品牌企业")
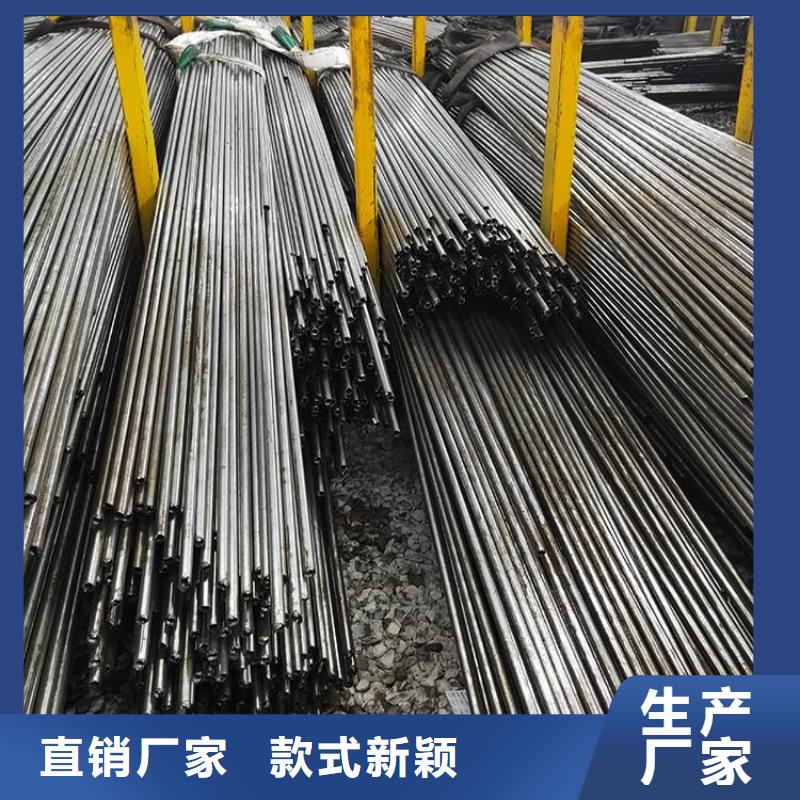
热轧精轧管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)精轧管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚 2.5-200mm,冷轧精轧管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
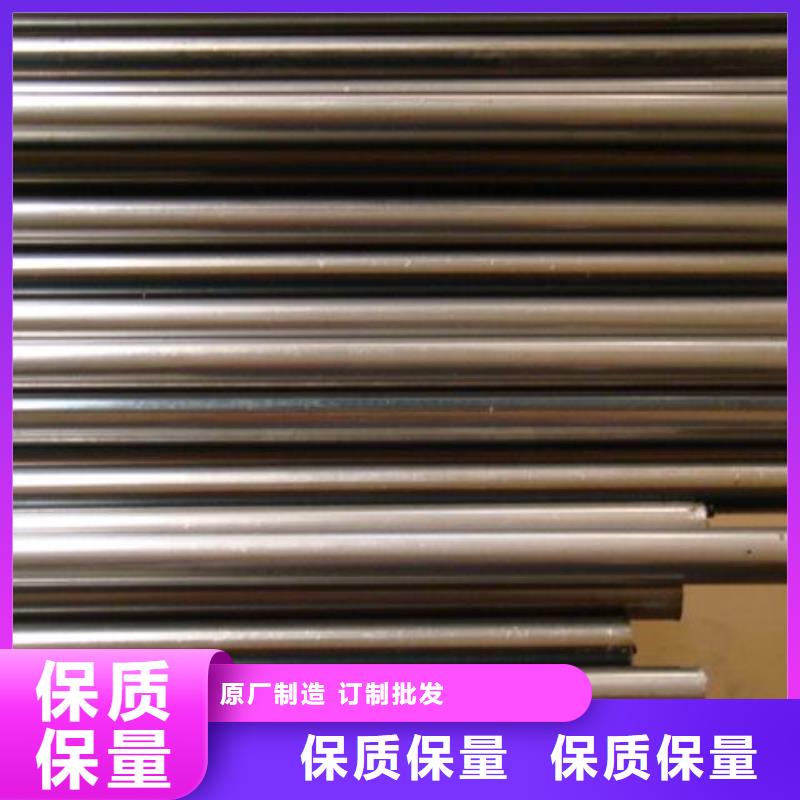
精轧管比较常见的化学成分是基本稳定的,有着很多的优点和稳定性等各个方面的特点,拥有着不生锈和抗耐磨等各种的优点。无论是物理和化学都是发挥着比较重要的作用的,成为了精轧管使用优点比较重要的特征之一。对于精轧管方面要重点关注的是它的各个方面的化学性能,这样的话我们就能够更好地去了解他的作用和各种的优势了。我们生产的主要的材质有20号 45号 q345b 40cr 20cr等等 10号 35号等等特殊材质的可以定做的,还可以定做一系列的精轧管,镀锌钢管,矩形钢管,异形钢管,高压无缝钢管,低压无缝钢管,合金无缝钢管,不锈钢无缝钢管。
没有管道系统的支持,那么这些东西,都不会轻易的使用到。虽然管道系统,为运输的行业,带来了很大的支持。不过在过去,因为管道的问题,也是为运输行业,带来了不小的麻烦。因为在以前,运输行业所使用的管道,只是普通的钢管。这种钢管在性能方面,就不是那么的优秀,而且还有着一个,非常严重的缺点,那就是很容易生锈。一旦要是管道生锈了,这不仅仅会引发,自来水的重金属含量超标,让饮用的人畜,出现重金属中毒的问题;而且这也会带来,一定的经济损失,毕竟更换这些管道,所需要的花费可不小。
精密钢管-45Cr精密管品牌企业")
精密钢管-45Cr精密管品牌企业")
精密钢管-45Cr精密管品牌企业")
精轧管不同形变程度对硬度的影响取两块式样,一块用于研究不同形变程度对硬度的影响,另一块研究不同温度对性能的影响。 冷变形强化在实际生产中具有重要的意义。首先这是一种重要的强化材料的手段,尤其对用热处理不能强化的材料来说,显得更为重要。其次,冷变形强化有利于金属的变形均匀。因为无锡精轧管的变形部分产生硬化,将使变形向未变形或变形较少的部分继续发展。第三,冷变形强化可以提高构件在使用过程中的安全性,构件一旦超载,产生塑性变形,由于强化作用,可防止构件突然断裂。但是,冷变形强化也给无锡精轧管的继续变形带来困难,甚至出现裂纹。因此,在无锡精轧管变形和加工过程中常进行"中间退火",以消除它的不利影响。
热轧精轧管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
精密钢管-45Cr精密管品牌企业")
精密钢管-45Cr精密管品牌企业")
精轧管如何预防生锈。用化学酸洗完之后再用电解方法进行一次补充就可以让精轧管得到非常好的保护了,对精轧管进行除锈,在给精轧管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除精轧管表面松动或翘起的铁锈。对精轧管的表面进行清洗,在对精轧管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除精轧管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。
精轧管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精轧管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精轧管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精轧管焊接,从而获得稳定的精轧管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。采用空气等离子切割机将钢管切成单根。
精密钢管-45Cr精密管品牌企业")
精密钢管-45Cr精密管品牌企业")
融拓金属材料有限公司坚持走 20A无缝钢管、的高科技化道路,在技术、机制、管理上不断的持续改进和创新,使公司始终走在 20A无缝钢管、市场的前沿。
企业宗旨:科技创新品 恒心塑品牌
质量方针:创新拼搏 诚信高效
服务宗旨:快速响应 服务至上
员工价值观:有企业才有自我,有奉献才有收获 有事业才有价值,有拼搏才有快乐
企训:创业难,需要百倍的付出 守业难,需要百倍的精心 拓业难,需要百倍的坚强
精密钢管-45Cr精密管品牌企业")
精密钢管-45Cr精密管品牌企业")



 扫一扫
扫一扫